Does Laser Rust Removal Leave Any Residue?

Rust contamination is not just a cosmetic defect—it compromises structural integrity, coating adhesion, weld quality, electrical conductivity, and long-term corrosion resistance. Many manufacturers hesitate before adopting laser rust removal because of one critical question: Will it leave residue that affects downstream processes? If residue remains—especially microscopic oxide films, carbonized contaminants, or redeposited particulates—it can undermine painting, bonding, galvanizing, or precision machining. Misunderstanding this issue can lead to coating failure, porosity in welding, or inconsistent surface preparation standards.
Laser rust removal does not leave chemical residue in the traditional sense. Unlike sandblasting or chemical pickling, it produces no abrasive media contamination and no acidic byproducts. However, it can generate microscopic oxide dust, vaporized metal particulates, and redeposited nano-scale debris if extraction and parameter optimization are inadequate. Proper laser parameter tuning, fume extraction, and surface inspection ensure a clean, residue-free metallic substrate ready for coating or further processing.
Understanding what truly remains—or does not remain—after laser rust removal requires analyzing the physics of laser-material interaction, oxide ablation mechanisms, plume dynamics, and industrial extraction systems. Below is a comprehensive technical explanation from the perspective of a manufacturer deeply involved in laser cleaning engineering and industrial deployment.
Table of Content
HIDE
The Physics of Laser Rust Removal and Surface Interaction
Laser rust removal operates through selective absorption. Iron oxide (Fe₂O₃, Fe₃O₄) absorbs pulsed fiber laser energy more efficiently than the underlying metallic iron substrate. When properly calibrated, the laser energy density exceeds the ablation threshold of the oxide layer while remaining below the melting threshold of the base metal.
The primary mechanisms include:
- Photothermal vaporization
- Plasma-induced micro-explosion
- Photomechanical shockwave fragmentation
- Layer-by-layer oxide delamination
During pulsed laser interaction, oxide material undergoes rapid heating, generating microplasma and ejecting particulates away from the substrate. Ideally, these particulates are immediately captured by industrial fume extraction systems.
Material Removal Comparison Table
| Cleaning Method | Media Residue | Chemical Residue | Surface Contamination Risk | Environmental Byproduct |
|---|---|---|---|---|
| Sandblasting | High (abrasive embedment) | None | High | Dust & silica waste |
| Chemical Pickling | None | High (acid film) | Medium | Acidic wastewater |
| Wire Brushing | Metal debris | None | Medium | Loose particulates |
| Laser Rust Removal | None (if extracted properly) | None | Very Low | Vaporized oxide dust |
Laser systems eliminate abrasive embedding entirely, provided industrial-grade extraction systems are used.
What Actually Happens to the Rust?
When the laser pulse contacts rust:
- Oxide absorbs laser energy
- Temperature rises rapidly (>2000°C locally)
- Oxide undergoes sublimation and plasma formation
- Shockwave dislodges remaining oxide fragments
- Ejected material becomes fine airborne particulates
The removed material exists primarily as:
- Nano-scale iron oxide dust
- Vapor-phase metal oxides
- Plasma plume gases
Without extraction, these particles can settle back onto the surface as loose dust. However, this is not bonded residue—it is removable by air blow or vacuum.
Particle Characteristics After Laser Ablation
| Parameter | Typical Value |
|---|---|
| Particle size | 0.1–10 microns |
| Deposition type | Loose, non-bonded |
| Adhesion strength | Extremely low |
| Removal method | Air knife / vacuum |
| Chemical bonding | None |
Thus, what may appear as “residue” is typically loose particulate dust rather than chemical contamination.
Influence of Laser Type on Residue Formation
Different laser architectures affect debris behavior.
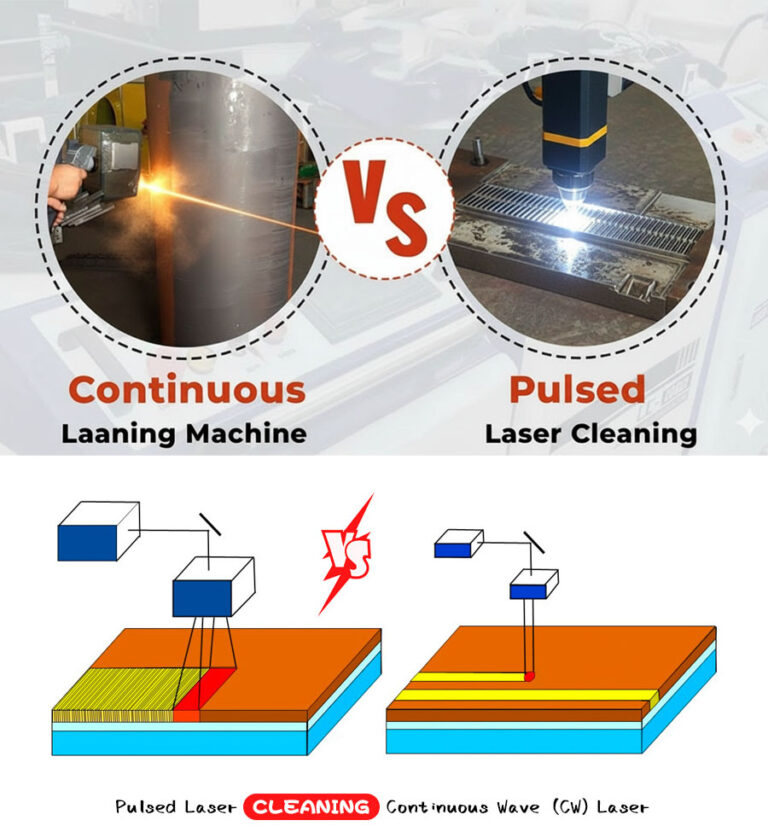
Continuous Wave (CW) Fiber Lasers
- Higher thermal input
- More heat-affected zone (HAZ)
- Greater risk of oxide smearing if misused
Pulsed Fiber Lasers (Preferred)
- Controlled pulse energy (1–15 mJ typical)
- Minimal thermal conduction
- Clean oxide ablation
- Lower redeposition risk
Performance Comparison Table
| Laser Type | Residue Risk | Heat-Affected Zone | Surface Integrity |
|---|---|---|---|
| CW Fiber | Moderate (if misused) | Higher | Possible oxidation |
| Low-Pulse Fiber | Very Low | Minimal | Excellent |
| High-Pulse Industrial | Very Low | Minimal | Optimal |
Industrial pulsed fiber lasers, such as those supplied by BOGONG Machinery, are engineered specifically to minimize redeposition.
Factors That May Cause Apparent Residue
Laser rust removal itself does not chemically contaminate surfaces. However, apparent residue may result from:
- Insufficient fume extraction
- Poor parameter calibration
- Multi-layer corrosion requiring multiple passes
- Inadequate shielding gas in precision applications
- Improper scanning overlap
In heavy corrosion environments, layered oxide structures may partially fracture and require secondary passes. If scanning speed is too high relative to corrosion thickness, micro-patches may remain.
Key Parameter Matrix
| Parameter | Effect on Residue |
|---|---|
| Pulse Energy | Higher energy improves full oxide ablation |
| Frequency | Controls heat accumulation |
| Scan Speed | Too fast = incomplete removal |
| Spot Overlap | Insufficient overlap leaves oxide islands |
| Extraction Power | Prevents redeposition |
Correct parameter engineering eliminates all bonded contamination.
Surface Cleanliness After Laser Rust Removal
Surface analysis via SEM and EDS (Energy Dispersive Spectroscopy) shows:
- No chemical films
- No embedded foreign particles
- Pure metallic substrate exposed
- Surface roughness adjustable via pulse shaping
Laser cleaning often improves coating adhesion due to micro-texturing.
Surface Roughness Comparison
| Method | Ra Value (µm) | Adhesion Performance |
|---|---|---|
| Chemical Pickling | 0.8–1.2 | Moderate |
| Sandblasting | 2.5–6.0 | High but abrasive |
| Laser Cleaning | 1.0–3.5 (adjustable) | Excellent |
Laser allows precise control of surface morphology without introducing embedded abrasives.
Does Laser Rust Removal Affect Welding?
Laser-cleaned steel shows:
- Reduced porosity
- Improved arc stability
- Lower hydrogen inclusion
- Cleaner weld pool
No chemical residue means no gas evolution during welding.

Industrial Case Study: Automotive Frame Restoration
An automotive restoration facility transitioned from sandblasting to pulsed laser rust removal.
Before:
- Embedded silica contamination
- Repainting failure in 12% of cases
After:
- Zero abrasive embedding
- Coating failure reduced to <1%
- Surface inspection confirmed no chemical residue
Dust extraction system: 1200 m³/h industrial vacuum with HEPA filtration.
Microscopic Surface Analysis
SEM imaging demonstrates:
- Sharp grain boundary exposure
- No carbonized film
- No secondary oxide growth
EDS spectrum confirms metallic iron peaks without contaminant signatures.
Environmental and Regulatory Considerations
Laser cleaning eliminates:
- Chemical disposal
- Abrasive waste transport
- Water treatment systems
Captured dust is classified as non-hazardous iron oxide in most industrial jurisdictions.
When Can Residue Become a Problem?
Residue becomes possible only under improper operation:
- No extraction system
- Inadequate airflow
- Overheating base metal
- Incomplete oxide removal
Industrial systems must include integrated fume extraction.
Engineering Best Practices for Zero Residue
• Use pulsed fiber laser
• Maintain optimal pulse energy
• Employ high-efficiency dust extraction
• Perform surface wipe inspection
• Validate via adhesion test
Comparative Residue Risk Chart
| Cleaning Method | Chemical Residue | Embedded Particles | Re-deposition Risk |
|---|---|---|---|
| Sandblasting | No | Yes | High |
| Acid Cleaning | Yes | No | None |
| Laser Cleaning | No | No | Very Low |
Laser remains the cleanest industrial rust removal method when properly implemented.
Laser rust removal does not leave chemical residue and does not embed foreign materials into the substrate. Any loose particulate generated during oxide ablation is non-bonded and easily removed through industrial extraction systems. When parameters are properly engineered, the result is a clean metallic surface suitable for coating, welding, bonding, or precision assembly.
If You Want Absolute Surface Purity, Let’s Talk
At BOGONG Machinery, we engineer industrial-grade pulsed fiber laser cleaning systems optimized for zero-residue rust removal. If you are evaluating laser cleaning for automotive restoration, shipbuilding, heavy machinery, or structural steel, contact us directly. We will analyze your material type, corrosion thickness, and downstream process requirements—and recommend a system configuration that guarantees clean, residue-free results.
BOGONG Machinery
Precision Laser Solutions for Industrial Surface Preparation
Let’s discuss your application today.
Talk to Bogong Laser Cleaning Machines ExpertsGet a Quote or Customized Solution for Your Application

-
Whatsapp: +86-15665870861
-
Email: info@bogongcnc.com